Materialevalg til stumpsvejsefittings At vælge det rigtige materiale er det første skridt i at vælge...
Lær mere om forskellige typer buttweld rørfitting

Stumsvejse rørfittings repræsenterer rygraden i moderne rørsystemer på tværs af industrier lige fra olie og gas til farmaceutisk fremstilling. Disse præcisionskonstruerede komponenter muliggør retningsændringer, forgreningsforbindelser, størrelsesovergange og linjeafslutninger, samtidig med at den strukturelle integritet og trykholdige kapacitet af svejsede rørnetværk bibeholdes. I modsætning til gevind- eller flangeforbindelser skaber stumpsvejsefittings permanente, lækagetætte samlinger gennem smeltesvejsning, hvilket giver overlegen styrke, minimalt trykfald og øget pålidelighed under krævende serviceforhold. At forstå de forskellige typer stumpsvejsefittings, deres specifikke anvendelser, dimensionelle standarder og udvælgelseskriterier er afgørende for ingeniører, designere og fabrikanter, der arbejder på at skabe sikre, effektive rørsystemer.
Butt Weld Albuer til retningsændringer
Albuer udgør de mest almindeligt anvendte stumpsvejsefittings, hvilket gør det muligt for rørsystemer at ændre retning, samtidig med at flowkontinuitet og strukturel styrke bibeholdes. Disse fittings er tilgængelige i forskellige vinkler, radier og konfigurationer for at imødekomme forskellige routingkrav og ydeevnespecifikationer. Standard 90-graders albuen ændrer strømningsretningen i en ret vinkel og repræsenterer arbejdshesten for ændringer i rørretningen. Disse albuer kommer i to primære radiuskonfigurationer: lang radius (LR) og kort radius (SR). Albuer med lang radius har en centerlinjeradius svarende til 1,5 gange den nominelle rørdiameter, hvilket giver mildere strømningsretningsændringer, der minimerer trykfald og erosion - hvilket gør dem til det foretrukne valg til de fleste applikationer.
Albuer med kort radius, med centerlinjeradius lig med den nominelle rørdiameter, skaber mere kompakte retningsændringer, der er nyttige, hvor pladsbegrænsninger forhindrer fittings med lang radius. Det snævrere bøjning skaber dog højere trykfald og øget turbulens, hvilket potentielt forårsager erosion i højhastigheds- eller slibetjenester. 45-graders albuen giver en blidere retningsændring end 90-graders fittings, der ofte bruges i par til at skabe 90-graders drejninger med lavere trykfald end enkelte 90-graders albuer. Andre specialiserede vinkler, herunder 22,5 grader og tilpassede vinkler, kan fremstilles til specifikke applikationer, selvom standardiserede 45 og 90 graders fittings giver bedre tilgængelighed og lavere omkostninger.
Albuefremstillingsmetoder
Stumsvejsebøjninger fremstilles gennem flere processer, der hver påvirker fittingens egenskaber og egnethed til forskellige anvendelser. Sømløse albuer, dannet ved varm eller kold bøjning af sømløse rør, tilbyder ensartet vægtykkelse og ingen langsgående søm, hvilket gør dem ideelle til højtryks- og kritiske opgaver. Svejste albuer, fremstillet af plade eller svejset rør, indeholder en langsgående svejsesøm, der skal tages i betragtning i design og orientering under installationen. Dornbøjede albuer, skabt ved at bøje lige rør over formdorne, giver fremragende dimensionskonsistens, men kan udvise vægudtynding på extrados (ydre radius) og fortykkelse på intrados (indre radius), der skal tages højde for i spændingsberegninger.

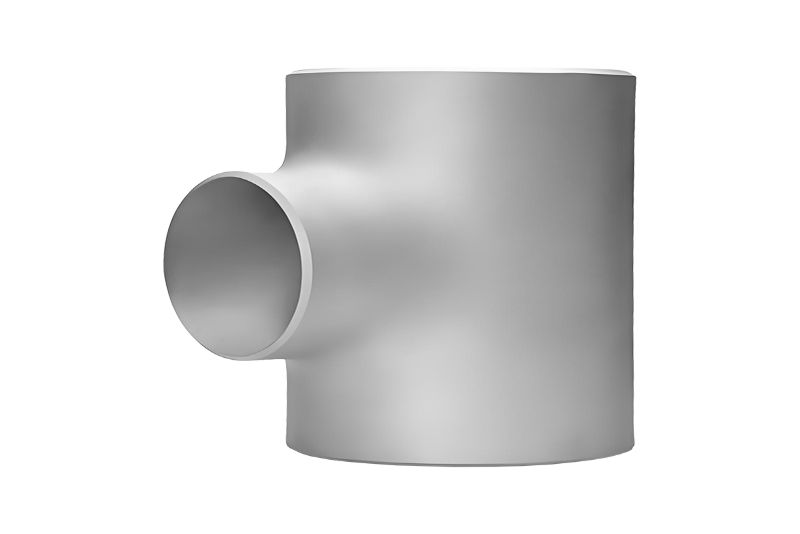
T-stykker og krydsfittings til grenforbindelser
T-fittings muliggør forgreningsforbindelser i rørsystemer, hvilket skaber trevejsforbindelser, hvor flow kan opdeles eller kombineres. Den lige tee, også kaldet lige tee, har identiske diametre på alle tre åbninger, hvilket gør det muligt for lige store rør at skære hinanden i rette vinkler. Denne konfiguration passer til applikationer, hvor flowet deler sig ligeligt, eller hvor forgrenings- og løbeledninger har lignende flowhastigheder. Reducerende T-stykker inkorporerer et afgreningsudløb med mindre diameter, samtidig med at løbeforbindelser med ens diameter opretholdes, der tilgodeser stikledninger med lavere flowkrav uden at kræve separate reduktionsfittings. Det reducerede udløb kan være koncentrisk (centreret) eller excentrisk (offset), med excentriske konfigurationer, der forhindrer væskeophobning i vandrette grenledninger.
Krydsbeslag, selvom de er mindre almindelige end tees, giver fire-vejs krydsninger, hvor to vinkelrette rør krydser hinanden. Disse fittings oplever komplekse spændingsmønstre under tryk og termiske belastninger, hvilket gør dem dyrere og generelt mindre foretrukne end at bruge flere T-fittings. Kryds giver dog pladseffektive løsninger til specifikke geometrier og er lejlighedsvis nødvendige i kompakte installationer. Både T-stykker og krydser er tilgængelige i forskellige skemaer og trykklassificeringer for at matche forbindelsesrørspecifikationerne, hvilket sikrer ensartet vægtykkelse og trykholdig kapacitet i hele rørsystemet.
| Beslagstype | Konfiguration | Primær ansøgning | Nøglefordel |
| Lige t-shirt | Udløb med samme diameter | Ensartet flowfordeling | Ensartet trykklassificering |
| Reducerende T-shirt | Reduceret grenudtag | Stikledningsforbindelser | Enkelt monteringsløsning |
| Sidetrøje | 45 graders gren | Blødere flowovergang | Lavere trykfald |
| Kors | Firevejskryds | Vinkelrette skæringspunkter | Pladseffektivitet |
Reducere til rørstørrelsesovergange
Reducere letter overgange mellem forskellige rørdiametre, hvilket muliggør optimering af strømningshastigheder og røromkostninger i hele et system. Koncentriske reduktionsgearer opretholder en fælles midterlinje mellem de større og mindre rørstørrelser, hvilket skaber en symmetrisk kegleform. Denne konfiguration fungerer godt til lodrette rørledninger eller gasservice, hvor det er vigtigt at opretholde midterlinjejustering, og væskeakkumulering ikke er et problem. Den gradvise diameterændring i koncentriske reduktionsgearer minimerer turbulens og trykfald, hvilket gør dem velegnede til de fleste størrelsesovergangsapplikationer, hvor geometrien tillader det.
Excentriske reduktionsanordninger har forskudte centerlinjer, hvor den ene side af fittingen forbliver flad eller parallel, hvilket forhindrer væskeophobning ved høje punkter eller damplommer ved lave punkter i vandrette rør. Installation af excentriske reduktionsgearer med den flade side øverst i vandrette væskeledninger forhindrer dannelse af gaslomme, der kan forårsage strømafbrydelse eller kavitation. Omvendt forhindrer installation med flad side nedad i vandrette gasledninger væskeophobning, der kan skabe slug flow eller korrosionsproblemer. Den excentriske konfiguration letter også dræning under vedligeholdelse ved at eliminere lave punkter, hvor væsker kan fange.
Reducer Designovervejelser
Diametervinklen i reduktionsgear påvirker trykfald og flowkarakteristika. Standardreduktionsrør har typisk vinkler mellem 15 og 30 grader, hvilket afbalancerer den kompakte monteringslængde mod acceptable tryktab. Stejlere vinkler skaber kortere fittings, men øger turbulens og trykfald, mens mere gradvise vinkler kræver længere fittings, men giver jævnere flowovergange. Til kritiske applikationer, der involverer høje hastigheder eller erosive tjenester, kan brugerdefinerede reduktionsgearer med gradvise tilspidsninger specificeres for at minimere strømningsforstyrrelser. Vægtykkelsen af reduktionsrør svarer typisk til den tykkeste af de to forbindelsesrør for at sikre tilstrækkelig styrke i hele overgangszonen.
Hætter til linjeafslutning og lukning
Stumsvejsehætter giver permanent lukning af rørender, hvilket skaber tryktætte afslutninger for blindgyder, midlertidige afslutninger under etapevis konstruktion eller permanente udstyrsforbindelser. Disse kuppelformede fittings fordeler trykbelastninger effektivt gennem deres buede geometri og opnår samme trykklassificering som forbindelsesrøret, mens de bruger relativt tyndt materiale. Den halvkugleformede eller elliptiske form af hætter giver overlegne styrke-til-vægt-forhold sammenlignet med flade lukninger, hvilket gør dem til det foretrukne valg til trykholdige afslutninger.
Hætter fås i forskellige hovedformer, herunder halvkugleformede, elliptiske (2:1) og torisfæriske, som hver tilbyder forskellige dybde-til-diameter-forhold og trykholdige effektiviteter. Halvkugleformede hætter giver den stærkeste geometri, men kræver den dybeste profil, mens elliptiske og torisfæriske hætter tilbyder mere kompakte løsninger med let reducerede trykklassificeringer. Til applikationer, der kræver hyppig adgang eller potentiel fremtidig udvidelse, kan flangelukninger med blinde flanger være mere praktiske end permanente stødsvejsehætter, dog med højere startomkostninger og øget lækagepotentiale.
Stub-ender og lapledsbeslag
Stub-ender, også kaldet lapled-studs, er specialiserede stumpsvejsefittings designet til at arbejde med lapledsflanger til at skabe semi-permanente flangeforbindelser. Stumpenden svejses til røret, mens den giver en radiusformet flare, der sætter sig mod en løs overlapningsflange. Denne konfiguration giver adskillige fordele i forhold til traditionelle svejsehalsflanger, især i systemer, der bruger dyre legeringsrørmaterialer. Stumpenden, der er fremstillet af den samme korrosionsbestandige legering som røret, giver al befugtet overfladekontakt, mens den ikke-berørende overlapningsflange kan fremstilles af billigt kulstofstål, hvilket reducerer materialeomkostningerne betydeligt.
Stub-ender letter justeringen under installationen, da overlapningsflangen kan rotere frit på studsenden, hvilket forenkler bolthulsjustering med tilhørende flanger. Denne funktion viser sig at være særlig værdifuld, når der installeres lange rørstrækninger eller forbindes til fast udstyr, hvor præcis rotationsjustering er vanskelig. Stumsvejsesamlingen mellem stumpende og rør kan nemmere radiografisk undersøges end filetsvejsninger, der bruges med slip-on eller socket svejseflanger, hvilket giver en højere kvalitetssikring af kritiske ydelser. Imidlertid koster den todelte ende- og overlapningsflangesamling mere end tilsvarende svejsehalsflanger, når begge komponenter bruger det samme materiale, hvilket begrænser anvendelser til situationer, hvor materialeomkostningsbesparelser eller tilpasningsfordele retfærdiggør de øgede monteringsomkostninger.
Dimensionelle standarder og specifikationer
Stumsvejsefittings er fremstillet efter forskellige dimensionelle standarder, der sikrer kompatibilitet med standard rørstørrelser og vægtykkelsesskemaer. ASME B16.9 dækker fabriksfremstillede smedestål-stumpsvejsefittings, fastsættelse af dimensioner, tolerancer og tryk-temperaturklassificeringer for størrelserne NPS 1/2 til NPS 48. Denne standard definerer fittingsdimensioner, herunder center-til-ende-afstande for albuer, center-til-center og ende-til-ende dimensioner for længder og flademål og tværflader og dimensioner for flademål og flademål. kasketter. MSS SP-75 giver specifikationer for høj-test smedede stumpsvejsningsfittings, der dækker de samme fittingstyper med forbedrede mekaniske egenskaber til svære serviceforhold.
Disse standarder specificerer vægtykkelsesskemaer, der matcher standard rørskemaer (skema 10 til XXH), og sikrer, at fittings opretholder ensartede trykklassificeringer med forbindelsesrør. Standarderne definerer også toleranceintervaller for kritiske dimensioner, ovalitetsgrænser og krav til rethed, der sikrer korrekt tilpasning under svejsning og systemsamling. For størrelser, materialer eller konfigurationer, der ikke er dækket af standardspecifikationer, kan specialtilbehør fremstilles efter projektspecifikke krav, dog til højere omkostninger og længere leveringstider end standard katalogartikler.
Materiale specifikationer
Stumsvejsefittings fås i hele udvalget af rørmaterialer, herunder kulstofstål, rustfrit stål, legeret stål, nikkellegeringer, titanium og andre specialiserede materialer. Fælles materialespecifikationer omfatter ASTM A234 for fittings af kulstof og legeret stål, ASTM A403 for bearbejdede austenitiske rustfri stålfittings og forskellige andre ASTM-standarder for specifikke materialefamilier. Materialevalg afhænger af driftsbetingelser, herunder temperatur, tryk, korrosive omgivelser og kompatibilitet med procesvæsker. Fittings skal matche eller overstige specifikationen for forbindelsesrør for at sikre ensartet korrosionsbestandighed og mekaniske egenskaber i hele rørsystemet.
Specialformål stødsvejsningsfittings
Ud over standard albuer, T-stykker, reduktionsstykker og hætter, opfylder specialiserede stumpsvejsningsfittings unikke krav til rørføring. Lateraler, også kaldet laterale tees eller wye fittings, har grenforbindelser i 45 graders vinkler i stedet for de vinkelrette grene af standard tees. Denne konfiguration giver jævnere flowovergange til grenstarter, hvilket reducerer trykfald og erosion sammenlignet med 90-graders tees. Lateraler er særligt værdifulde i højhastighedstjenester, eller hvor minimering af tryktab er kritisk, selvom deres specialiserede geometri gør dem dyrere end standard-T-stykker.
Swage nipler, også kaldet reducerende swages eller uens nipler, kombinerer funktionen af en reducer med en kort længde rør i en enkelt fitting. Disse komponenter skifter mellem rørstørrelser over en meget kort afstand, hvilket er nyttigt, hvor pladsbegrænsninger forhindrer installation af standardreduktionsstykker. Sadler eller formede udløbsfittings giver forstærkede afgreningsforbindelser til fremstillede udløbsapplikationer, svejsning på løberøret for at skabe afgreningsåbninger uden separate T-fittings. Disse fremstillede forbindelser giver fleksibilitet i grenpositionering og vinkler, men kræver specialiserede svejseprocedurer og inspektion for at sikre tilstrækkelig styrke og tæt konstruktion.
Krav til slutforberedelse og affasning
Korrekt endeforberedelse er afgørende for at opnå sunde stødsvejsninger ved installation af disse fittings. Standard stumpsvejsefittings leveres med skrå ender forberedt til svejsning i henhold til ASME B16.25 specifikationer. Standardaffasningsvinklen på 37,5 grader (der skaber en 75-graders inkluderet vinkel, når to affasede ender er forbundet) giver tilstrækkelig rodåbning og passende rillevinkel til fuldstændig svejsegennemtrængning ved brug af forskellige svejseprocesser. Rodfladen, typisk 1,6 mm (1/16 tomme), giver en landing for rodpassagen og hjælper med at forhindre gennembrænding under indledende svejsning.
Korrekt justering og spaltekontrol under montering sikrer svejsekvalitet og systemintegritet. Rodåbningen mellem monterede komponenter varierer typisk fra 1,6 mm til 3,2 mm afhængigt af svejseproces, rørvægstykkelse og svejserpræference, med konsekvente mellemrum rundt om omkredsen, der sikrer ensartet varmetilførsel og gennemtrængning. Forskydning mellem fittings og rørets midterlinjer bør minimeres, idet de fleste koder begrænser forskydningen til 1,6 mm eller 1/8 af vægtykkelsen, alt efter hvad der er mindst. For stor forskydning skaber spændingskoncentrationer og potentielle fejlpunkter, især i cyklisk drift, hvor der forekommer træthedsbelastning.
Udvælgelseskriterier for stumpsvejsningsfittings
Valg af passende stumpsvejsefittings kræver evaluering af flere faktorer ud over simpel dimensionskompatibilitet. Serviceforhold, herunder tryk, temperatur, væskekarakteristika og strømningshastigheder bestemmer den nødvendige trykklasse og materialevalg. Ætsende eller eroderende tjenester kan nødvendiggøre opgraderede materialer eller tykkere vægplaner for at sikre tilstrækkelig levetid. Flowkarakteristika påvirker valg af tilpasningsgeometri - højhastighedstjenester drager fordel af langradiusknøjer og gradvise reduktioner for at minimere trykfald og erosion, mens kompakte installationer kan kræve knæbøjninger med kort radius trods større tryktab.
- Tryk- og temperaturklassificeringer: Match eller overstig maksimale designbetingelser med passende sikkerhedsmargener
- Materialekompatibilitet: Sørg for korrosionsbestandighed og mekaniske egenskaber, der passer til procesvæsker og driftsforhold
- Tidsplan og vægtykkelse: Oprethold ensartet vægtykkelse i hele systemet for ensartet trykklassificering
- Kodeoverholdelse: Bekræft, at fittings opfylder gældende rørledningskoder såsom ASME B31.1, B31.3 eller andre jurisdiktionsspecifikke krav
- Kvalitetsdokumentation: Få mølletestrapporter, materialecertificeringer og dimensionsinspektionsrapporter for kritiske tjenester
- Økonomiske overvejelser: Balancer initial monteringsomkostninger mod installationsarbejde, forventet levetid og vedligeholdelseskrav
Installation bedste praksis og kvalitetskontrol
Succesfuld montering af stumpsvejsningsfittings kræver overholdelse af dokumenteret praksis, der sikrer samlingskvalitet og systemintegritet. Korrekt monteringsopbevaring beskytter affasede ender og indvendige overflader mod beskadigelse, korrosion og forurening før installation. Fittings skal inspiceres visuelt før installation for at verificere dimensionsoverensstemmelse, kontrollere for overfladefejl og sikre korrekt materialekvalitetsmærkning. Rengøring af indvendige overflader og svejseforberedelsesområder fjerner olier, snavs, møllebelægninger og andre forurenende stoffer, der kan kompromittere svejsekvaliteten eller indføre korrosionsfremmende stoffer i systemet.
Svejseprocedurespecifikationer (WPS) og svejserkvalifikationer, der er passende for materialerne, vægtykkelsen og serviceforholdene, skal verificeres, før svejsningen begynder. Forvarmningskrav til kulstof og legeret stål skal beregnes og anvendes for at forhindre brint-induceret revnedannelse og sikre tilstrækkelig svejseduktilitet. Varmebehandling efter svejsning kan være påkrævet for fittings med tykke vægge, visse materialer eller specifikke driftsforhold for at lindre resterende spændinger og genoprette materialeegenskaber, der er påvirket af svejsning. Ikke-destruktiv undersøgelse, herunder røntgen, ultralydstestning eller andre metoder verificerer svejsekvaliteten og opdager defekter, der kan kompromittere systemets integritet.
Forståelse af de forskellige typer af stumpsvejsningsrørfittings, deres specifikke karakteristika og korrekte valg og installationspraksis gør det muligt for ingeniører og fabrikanter at skabe pålidelige, effektive rørsystemer. Fra den allestedsnærværende albue, der muliggør retningsændringer til specialiserede stub-ender, der letter omkostningseffektive flangeforbindelser, tjener hver fittingstype specifikke funktioner inden for det overordnede rørnetværk. Opmærksomhed på dimensionelle standarder, materialespecifikationer, krav til slutforberedelse og bedste installationspraksis sikrer, at disse kritiske komponenter yder pålideligt i hele deres tilsigtede levetid, og opretholder systemsikkerhed og driftseffektivitet på tværs af utallige industrielle applikationer.
Seneste nyheder
Nyheder Og Blogs
Hold dig orienteret om vores seneste begivenheder


