Materialevalg til stumpsvejsefittings At vælge det rigtige materiale er det første skridt i at vælge...
Hvad er de forskellige flangetyper, der bruges i rørsystemer?

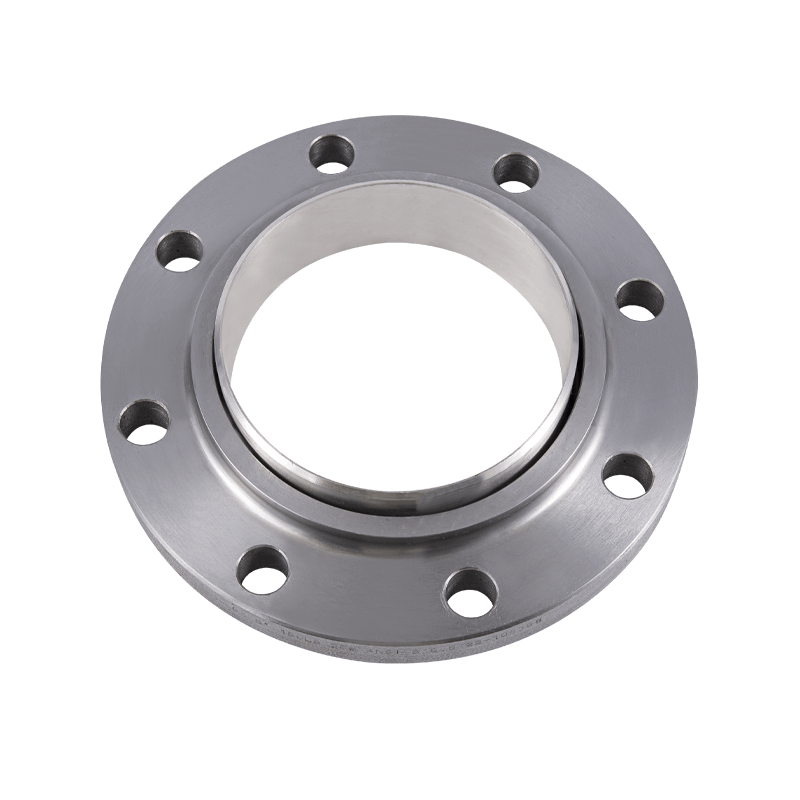
Flenger er blandt de mest fundamentale komponenter i ethvert rørsystem, der giver de mekaniske samlinger, der forbinder rør, ventiler, pumper og udstyr på en måde, der er både strukturelt sikker og - kritisk - aftagelig for inspektion, vedligeholdelse eller modifikation. I industrier lige fra olie og gas og petrokemikalier til vandbehandling, lægemidler og elproduktion er det korrekte valg af flangetype, trykklasse, beklædning og materiale lige så vigtigt som selve rørspecifikationen. En uoverensstemmende eller forkert klassificeret flange er et potentielt lækagepunkt, en regulatorisk overholdelsesfejl og i højtryks- eller højtemperaturservice er en alvorlig sikkerhedsrisiko. Denne artikel dækker de vigtigste flangetyper, der anvendes i rørsystemer, deres tekniske egenskaber, gældende standarder og de praktiske kriterier, der vejleder korrekt flangevalg.
Hvad er en rørflange, og hvorfor har typevalg betydning?
A rørflange er en skive, ring eller krave smedet, støbt eller bearbejdet af metal, der er fastgjort til en rørende, ventilhus eller udstyrsdyse og boltet til en tilhørende flange for at danne en tryktæt samling. Samlingen forsegles af en pakning, der er komprimeret mellem de to flangeflader af boltenes klemkraft. Flangen overfører mekaniske belastninger mellem forbundne elementer - inklusive internt tryk, termiske ekspansionskræfter, vægtbelastninger og vibrationer - samtidig med at samlingen kan skilles ad uden skæring eller svejsning.
Valg af flangetype har betydning, fordi forskellige typer er egnede til fundamentalt forskellige tilslutningsmetoder, tryk- og temperaturforhold, rørvægstykkelser og nem installation og demontering. Anvendelse af en slip-on flange i en højtryksdampledning eller en muffesvejseflange på et rør med stor boring, skaber misforhold mellem flangens konstruktionsevne og de krav, der stilles til den. De styrende standarder - oftest ASME B16.5, ASME B16.47, EN 1092-1 og API 6A - definerer dimensions-, trykklasse- og materialekrav for hver flangetype, og overholdelse af disse standarder er obligatorisk i de fleste regulerede industrier.
De vigtigste flangetyper, der bruges i rørføring
Hver flangetype har en særskilt metode til fastgørelse til røret og et specifikt sæt strukturelle egenskaber. De syv typer, der er beskrevet nedenfor, dækker langt de fleste flangesamlinger, der findes i industrielle og kommercielle rørsystemer.
Svejsehalsflange
Svejsehalsflangen er den mest strukturelt robuste og bredt specificerede flangetype til højtryks-, højtemperatur- og cykliske serviceapplikationer. Den har et langt, tilspidset nav, der gradvist går fra flangelegemet til rørets vægtykkelse, hvilket fordeler spændingen jævnt og minimerer spændingskoncentrationen ved svejsesamlingen. Flangen er fastgjort til røret med en fuld penetration stødsvejsning, som giver den stærkest mulige samlingsintegritet og tillader røntgenundersøgelse af svejsningen til kvalitetskontrol. Svejsehalsflanger er standardspecifikationen i kritiske servicelinjer inden for olie og gas, elproduktion og kemisk behandling. Deres højere omkostninger og længere installationstid sammenlignet med andre typer er begrundet i den overlegne mekaniske ydeevne og langsigtede pålidelighed, de leverer under krævende serviceforhold.
Slip-On flange
Slip-on-flangen glider over ydersiden af røret og er fastgjort med to filetsvejsninger - en ved navfladen og en på bagsiden af flangeboringen. Dens boring er lidt større end rørets udvendige diameter, hvilket gør det muligt at indsætte røret før svejsning, hvilket forenkler justeringen under installationen. Slip-on flanger er lavere i omkostninger og lettere at montere end svejsehalsflanger, hvilket gør dem populære i forsyningsrør, lavtrykssystemer og ikke-kritiske servicelinjer. Deres strukturelle styrke er dog lavere end svejsehalsflanger - typisk vurderet til cirka to tredjedele af svejsehalsækvivalenten under samme trykklasse - fordi filetsvejsningerne ikke giver fuld rørvægsgennemtrængning. De er generelt begrænset til ASME klasse 150 og 300 service i ikke-kritiske applikationer.
Sokkelsvejseflange
Muffesvejseflanger bruges udelukkende på rør med lille boring, typisk 2 tommer (50 mm) nominel boring og derunder. Røret indsættes i en muffe, der er bearbejdet ind i flangeboringen, og en filetsvejsning påføres ved navet. Et lille mellemrum på ca. 1,6 mm efterlades bevidst mellem rørenden og muffeskulderen før svejsning for at tillade termisk udvidelse og forhindre revner i svejsningen. Muffesvejseflanger giver en renere indvendig boring end slip-on flanger til små rørstørrelser, hvilket reducerer turbulens og erosion ved højhastighedsdrift. De bruges i højtrykshydraulikledninger, instrumentforbindelser og kemikalieindsprøjtningsrør, hvor integritet med små boringer er kritisk. De er ikke egnede til gylleservice eller ætsende væsker, hvor sprækken ved muffe-til-rør-gabet kan fange materiale.
Gevindflange
Gevindflanger forbindes til røret via et konisk eller parallelt indvendigt gevind i stedet for svejsning, hvilket gør dem til den eneste almindelige flangetype, der ikke kræver svejsning til fastgørelse. De bruges i lavtryksforsyningssystemer, instrumentforbindelser og applikationer i ikke-farlige tjenester, hvor tilstedeværelsen af brændbare eller eksplosive gasser gør svejseoperationer upraktiske. Gevindflanger er mekanisk svagere end svejsede typer og er modtagelige for lækage under termiske cyklusser eller vibrationer, som gradvist løsner gevindindgrebet. Mange specifikationer forbyder deres brug i tjenester over 300°F (150°C) eller i brandfarlig gas og væske af denne grund. I miljøer, hvor der gælder svejsebegrænsninger, men der kræves højere integritet, giver en gevind-og-forseglingssvejset konfiguration - påføring af en tætningssvejsning over gevindsamlingen - forbedret pålidelighed.
Blindflange
En blindflange er en massiv skive uden boring, der bruges til at lukke enden af et rør, en dyse eller beholderåbning. Den er boltet mod en matchende flangeflade med en pakning, hvilket skaber en fuldt trykklassificeret lukning, der kan fjernes, når der kræves adgang til ledningen. Blindflanger anvendes ved rørender til fremtidige ekspansionsforbindelser, ved beholderinspektionsåbninger, ved trykprøvepunkter og som permanente endelukninger på redundante afgreningsforbindelser. De skal klassificeres til den fulde systemtrykklasse og er udsat for betydelige bøjningsspændinger fra indvendigt tryk, der virker på deres ikke-understøttede fladeareal, hvorfor blindflanges vægtykkelse øges væsentligt med større borestørrelser og højere trykklasser.
Skødledsflange
Overlapningsflangen bruges i forbindelse med en endebeslag - en kort sektion af røret med en bearbejdet radius i den ene ende, der danner tætningsfladen. Overlapningsflangen glider frit over stumpenden og er ikke svejset til røret; i stedet stødsvejses stumpenden til røret, og den løse flange bakker op mod stubsendens radius. Dette arrangement gør det muligt for flangen at rotere frit omkring røret, hvilket i høj grad forenkler bolthuljustering under installation, især i overbelastede områder, eller hvor udstyrsforbindelser ikke er præcist placeret. Overfladesamlingsflanger er også økonomisk fordelagtige i dyre legeringsrørsystemer, fordi kun stumpenden - komponenten i kontakt med væsken - skal fremstilles af legeringsmaterialet, mens bagsideflangen kan være standard kulstofstål.
åbningsflange
Orifice-flanger er en specialiseret variant af svejsehals- eller slip-on-flangedesignet, der inkorporerer tappede trykboringshuller bearbejdet i flangelegemet på hver side af en åbningsplade. Åbningspladen - en præcisionsboret skive - klemmes fast mellem parret af åbningsflanger og skaber en kalibreret trykforskel, når væsken passerer gennem den begrænsede boring. Dette differenstryk måles gennem tappehullerne og bruges til at beregne volumetrisk eller massestrømshastighed. Åbningsflangesamlinger er en standard flowmåleteknologi i olie- og gas-, kemisk behandling og vandbehandlingsapplikationer, og deres dimensions- og bearbejdningskrav er specificeret i ASME MFC-3M og ISO 5167.
Sammenligning af flangetype efter nøglekriterier
Følgende tabel giver en praktisk sammenligning af de vigtigste flangetyper på tværs af de kriterier, der er mest relevante for valgbeslutninger i industrielt rørdesign.
| Flange type | Vedhæftningsmetode | Trykegnethed | Typisk brugstilfælde |
| Svejsehals | Stumsvejsning | Alle klasser, kritisk service | Højtryk, høj temperatur linjer |
| Slip-On | Dobbelt filetsvejsning | Klasse 150–300, ikke-kritisk | Hjælpe- og lavtryksrør |
| Sokkelsvejsning | Filletsvejsning i muffe | Højtryk, kun lille boring | Instrument, hydraulik, indsprøjtningsledninger |
| Gevind | Rørgevind, ingen svejsning | Lavt tryk, kun ufarligt | Svejsefri zoner, forsyningstjenester |
| Blind | Boltet (ingen rørtilslutning) | Alle klasser | Slutlukninger, fremtidige forbindelser |
| Skødleddet | Løs over endestykket | Moderat pres | Legeringsrør, hyppig demontering |
Flangefladetyper og deres rolle i fugeforsegling
Flangefladen er den bearbejdede overflade, der kommer i kontakt med pakningen og danner trykforseglingen. Valg af den forkerte overfladetype til en given servicetilstand eller pakningsmateriale er en almindelig årsag til samlingslækage. De fire mest udbredte fladetyper i industrirør har hver deres særskilte tætningsmekanismer og anvendelsesområde.
Hævet ansigt (RF)
Den hævede flade er den mest almindelige flangefladetype i procesrør og standardfladetypen for ASME B16.5-flanger fra klasse 150 til og med klasse 2500. Siddefladen er en hævet ring - typisk 1,6 mm høj for klasse 150 og 300, og 6,4 mm høj for klasse 600 og derover - der koncentrerer sig om gasklemmeområdet på bolten. Standardoverfladefinishen for forhøjede fladeflanger er en koncentrisk eller spiralformet savtakket finish med en ruhed på 3,2 til 6,3 µm Ra, som giver mekanisk sammenlåsning med bløde og semi-metalliske pakninger. Hævede fladeflanger er kompatible med hele udvalget af flade, spiralviklede og ringtype pakninger, der bruges i almindelig processervice.
Fladt ansigt (FF)
Den flade flade flange har sin siddeflade flugter med flangekroppens flade uden noget hævet område. Det bruges ved sammenkobling mod flangeudstyr - såsom støbejernsventiler, pumper og ikke-metallisk udstyr - hvor en hævet flade ville påføre ujævne bøjningsbelastninger på sammenkoblingskomponenten og risikere at revne den. Fladfladeflanger bruger fuldfladepakninger, der strækker sig til boltcirklen og videre, fordeler boltbelastningen over hele flangefladen og forhindrer den kantbelastning, som en ringpakning ville skabe på en sprød sammenflange.
Ringtypesamling (RTJ)
Ringforbindelsesflanger har en præcisionsbearbejdet trapezformet eller oval rille, der er bearbejdet i flangefladen, hvori en massiv metalringpakning - typisk blødt jern, lavt kulstofstål, 316 rustfrit stål eller Inconel - sidder. Når boltene strammes, deformeres ringpakningen plastisk ind i rillen, hvilket skaber en metal-til-metal tætning med ekstrem høj integritet. RTJ-samlinger er specificeret til højtryks-, højtemperatur- og surgasservice, hvor pålidelighedskravene overstiger, hvad bløde eller semimetalliske pakninger kan levere. De er standard i brøndhoved-, undervands- og procesrør med høj integritet og kræver præcisionsbearbejdning af både rillen og ringen for at opnå deres nominelle ydeevne.
Tongue and Groove (T&G)
Flange- og notflanger er sammenkoblede par, hvor den ene flangeflade har en hævet fjeder, og den anden har en matchende rille bearbejdet i fladen. Pakningen sidder helt i rillen, hvor den er fastspændt på alle sider, hvilket forhindrer pakningens udblæsning under overspændingsforhold. T&G-samlinger giver overlegen pakningsfastholdelse og bruges i varmevekslerdæksler, ventilkapper og procesforbindelser med høj integritet, hvor risikoen for pakningsudblæsning skal minimeres. Fordi de to halvdele skal matches par, er not- og fjerflanger ikke udskiftelige med standard forhøjede flanger af samme størrelse og trykklasse.
Flangetryksklasser og hvad de betyder
Under ASME B16.5 — den dominerende standard for rørflanger i Nordamerika og bredt refereret internationalt — er flanger udpeget efter trykklasse: 150, 300, 600, 900, 1500 og 2500. Disse klassenumre repræsenterer ikke en fast trykklassificering; snarere definerer de flangens tryk-temperaturklassificering, som falder, når temperaturen stiger på grund af reduktionen i materialets udbyttestyrke ved forhøjede temperaturer.
For eksempel er en klasse 300-flange i ASTM A105 kulstofstål vurderet til ca. 51,1 bar (740 psi) ved omgivelsestemperatur, men kun 14,4 bar (210 psi) ved 450°C (850°F). Den korrekte trykklasse for en given service skal derfor vælges ud fra både det maksimale driftstryk og den maksimale driftstemperatur ved at bruge tryk-temperaturklassifikationstabellerne i ASME B16.5 eller tilsvarende EN 1092-1-tabeller for europæiske standardflanger. Underdimensionering af trykklassen for den aktuelle driftstemperatur er en af de mest følgefejl i flangespecifikationen.
Almindelige flangematerialer og deres anvendelser
Valg af flangemateriale skal være kompatibelt med både procesvæsken og det ydre miljø og skal opretholde tilstrækkelige mekaniske egenskaber over hele driftstemperaturområdet.
- ASTM A105 (kulstofstål): Standardmaterialet til kulstofstålflanger i almindelig processervice op til ca. 425°C. Anvendes i olie og gas, vand, damp og ikke-ætsende kemisk service. Lav pris og bredt tilgængelig i alle trykklasser og typer.
- ASTM A182 F316/F316L (rustfrit stål): Anvendes til ætsende kemisk service, fødevarer og farmaceutiske applikationer og marine miljøer. Grade 316 giver god generel korrosionsbestandighed; 316L (low carbon) er specificeret, hvor sensibilisering fra svejsevarme skal forhindres.
- ASTM A182 F11 / F22 (legeret stål): Chrom-molybdænlegeret stål, der anvendes i højtemperaturbrug over 425°C i dampgenerering, reformer og brændte varmelegemerør, hvor kulstofstål mister mekanisk styrke.
- ASTM A350 LF2 (lavtemperatur kulstofstål): Slagtestet kulstofstål til kryogen- og lavtemperaturservice ned til -46°C, brugt i LNG-anlæg, kølesystemer og udendørs rør i koldt klima.
- Duplex og Super Duplex rustfrit stål (F51, F53): Anvendes i stærkt korrosive miljøer, herunder havvandsservice, undersøiske rørledninger og kloridrige kemiske strømme, hvor standard austenitiske rustfrie ståltyper vil lide under spændingskorrosion eller grubetæring.
Sådan vælger du den rigtige flange til dit rørsystem
Korrekt flangevalg kræver en systematisk evaluering af flere parametre i kombination i stedet for at optimere for et enkelt kriterium såsom pris eller tilgængelighed.
- Definer servicebetingelserne præcist: Fastlæg det maksimale driftstryk, maksimale driftstemperatur, væskesammensætning inklusive eventuelle ætsende bestanddele og den cykliske eller dynamiske belastningskarakter af tjenesten, før du vælger en flangekomponent.
- Vælg flangetype baseret på strukturelle krav: Brug svejsehalsflanger til alle højtryks-, højtemperatur-, cykliske eller farlige servicelinjer. Brug kun slip-on flanger i brugs- eller lavkritisk service, hvor omkostningsreduktion er berettiget, og den lavere strukturelle integritet er acceptabel inden for den gældende kode.
- Bestem trykklasse ud fra P-T-klassificeringstabeller: Slå op på tryk-temperaturklassificeringen for det valgte materiale i ASME B16.5 eller EN 1092-1 ved den faktiske driftstemperatur, ikke omgivelsestemperaturen. Anvend den passende sikkerhedsfaktor, der kræves af den gældende designkode.
- Tilpas fladetype til valg af pakning og sammenkoblingsudstyr: Brug hævet ansigt med spiralviklede eller ringpakninger til generel processervice. Brug en flad flade, når den passer til støbejern eller ikke-metallisk flangeudstyr. Brug RTJ til højtryks- eller sur service, hvor metal-til-metal-forsegling er påkrævet.
- Bekræft materialekompatibilitet: Bekræft, at flangematerialet er kompatibelt med både procesvæsken - i betragtning af korrosion, erosion og spændingskorrosionsrevner - og det ydre miljø, inklusive isolering under beklædning korrosionsrisiko og katodisk beskyttelseskompatibilitet for nedgravet eller nedsænket service.
Konklusion
Flenger til rørsystemer omfatter et langt bredere udvalg af tekniske beslutninger, end deres tilsyneladende ligefremme rolle, som rørforbindelser kan antyde. Valget mellem en svejsehals, slip-on, muffesvejsning, gevind, blind, overlapningssamling eller åbningsflange bestemmer samlingens strukturelle integritet, nem installation og vedligeholdelse og egnetheden af forbindelsen til det specifikke servicemiljø. Kombineret med den korrekte fladetype for pakningen og sammenkoblingsudstyret, den passende trykklasse for driftstemperaturen og en materialespecifikation, der er tilpasset procesvæsken og miljøforholdene, sikrer det rigtige flangevalg et rørsystem, der fungerer sikkert og pålideligt i hele dets designlevetid uden unødvendig vedligeholdelsesbyrde eller fejlrisiko.
Seneste nyheder
Nyheder Og Blogs
Hold dig orienteret om vores seneste begivenheder


